
Was ist Rundkneten?
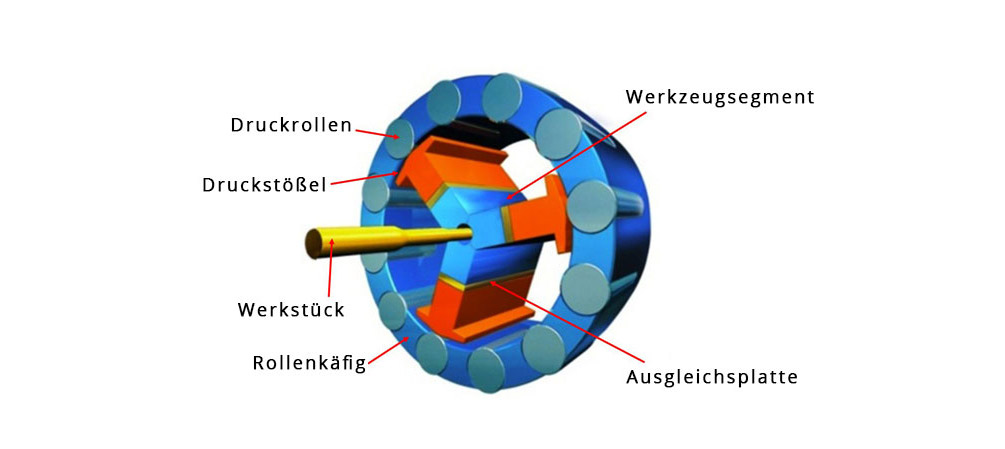
Rundkneten erfolgt über radial umlaufend in schneller Folge oszillierend auf das Werkstück einwirkende Werkzeugsegmente (Knetbacken), die im Zusammenspiel mit der zeitgleichen axialen Zuführung des Werkstücks zum schrittweisen, inkrementellen Umformen des Werkstücks führen. Die in der Regel bis zu 6 umlaufend um das Werkstück rotierenden Knetbacken wirken radial gegeneinander und treffen je nach Ausführung und Betrieb der Anlage mit bis zu 40 Hüben/Sekunde auf das Werkstück. Bei sogenannten „Umläufer-/ Außenläufermaschinen“ kann auch mit nicht rotierenden Knetbacken gearbeitet werden, wodurch dann auch nicht rotationssysmetrische Bauteile abbildbar sind (Zweifach, 3-Kant usw.).
Je nach Aufbau und Verwendung der Anlage kann zwischen folgenden Verfahrensvarianten unterschieden werden:
Vorschubrundkneten: Das Vorschubrundkneten wird zur Durchmesserreduzierung vom Werkstückende aus eingesetzt. Das Werkstück wird axial den rotierenden und oszillierenden Werkzeugen zugeführt, über den werkzeugseitigen Einlaufkonus (meist zu 10°) im Durchmesser reduziert und in der anschließenden Kalibrierstrecke auf Maß kalibriert.
Einstechrundkneten: Über verfahrbare Keile unter den Knetbacken ist es beim Einstechrundkneten möglich, die Werkstücke zwischen den zunächst noch geöffneten Werkzeugbacken zu positionieren! Durch Schließen der Werkzeuge im Umformprozess (Verfahren der Keile) lassen sich Durchmesserreduzierungen und Einstiche an beliebigen Stellen des Bauteils erzielen. Durch das örtliche Zustellen bzw. Einstechen ist es möglich, auch deutlich steilere Übergangswinkel als 10° zu erzeugen.
Rundkneten über Dorn: Beim Rundkneten von Rohr ist es durch zusätzliches Einbringen eines Dorns möglich, die Wanddicke gezielt abzustrecken/auszudünnen oder auch komplexe Innenkonturen auf dem Innendurchmesser des Werkstücks abzubilden je nach Profil des Dorns (z. B. auch Innenverzahnungen).
Durch geschickte Wahl und Aneinanderreihung der verschiedenen Verfahrensvarianten und Rundknetstufen ist es möglich, auch sehr komplexe Bauteilkonturen zu erzeugen.
Neben der Entwicklung, Erprobung und Prototypenfertigung bieten wir auch die Lohnfertigung von Klein- bis Großserien an. Hierzu stehen uns Rundknetmaschinen in verschiedener Ausführung zur Bearbeitung von Bauteil-Durchmessern von 3 bis 60 mm (bei Rohr bis 100 mm) sowohl im Vorschub- als auch im Einstechverfahren zur Verfügung. Je nach Auftragsumfang arbeiten die einzelnen Anlagen halb- oder vollautomatisiert. Bei Großserien-Produkten werden oft auch voll verkettete Rundknet-Transferanlagen eingesetzt.

Lassen Sie sich von unseren vielseitigen Anwendungsmöglichkeiten inspirieren.
Fordern Sie uns heraus. Sprechen Sie uns an…